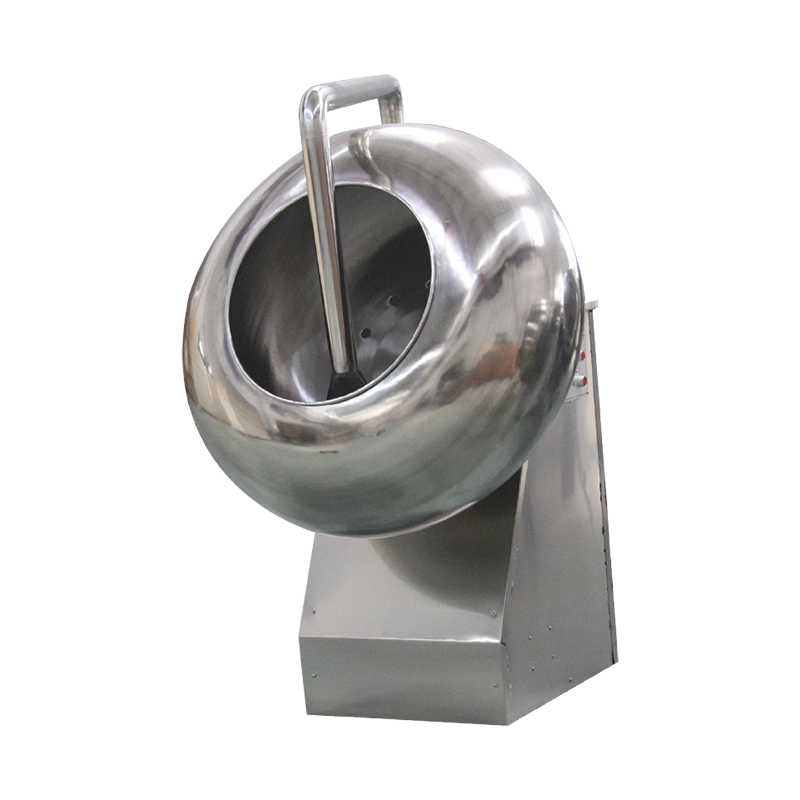
에이 초콜릿 및 캔디 연마기 왁스, 시럽 또는 셸락 용액을 분사하면서 회전 드럼 내부에서 제품을 텀블링하여 초콜릿으로 덮인 사탕, 견과류, 콩 및 이와 유사한 과자에 균일한 광택 코팅을 적용합니다. 그 결과 표면이 매끄럽고 윤기나며 외관이 개선되고 보관 기간이 연장되며 달라붙는 현상이 방지됩니다. 이 장비를 올바르게 작동하는 방법을 이해하면 코팅 품질과 생산 효율성이 직접적으로 결정됩니다.
연마 작업을 시작하기 전에 기계의 주요 부분을 숙지하십시오.
제품을 로드하기 전에 작동 전 점검을 완료하십시오.
매개변수 설정은 제품 유형에 따라 다릅니다. 아래 표를 일반 참조로 사용하세요.
| 제품 유형 | 드럼 속도(RPM) | 에이ir Temperature (°C) | 스프레이 간격(초) |
|---|---|---|---|
| 초콜릿 코팅 견과류 | 10~14 | 18~22 | 30~60 |
| 딱딱한 사탕 껍질 | 15~20 | 20~25 | 20~40 |
| 설탕을 입힌 초콜릿 | 8~12 | 16~20 | 45~90 |
| 구미/소프트캔디 | 6~10 | 22~28 | 60~120 |
드럼 속도를 낮추면 섬세한 제품의 파손이 줄어듭니다. ; 속도가 높을수록 더 단단한 껍질에 대한 코팅 분포가 더 빠르고 균일해집니다.
드럼을 채워주세요 작업량의 60~70% 이하 . 너무 많이 채우면 텀블링 동작이 제한되고 광택이 고르지 않거나 제품이 손상될 수 있습니다. 100kg 용량 드럼의 경우 일반적인 배치 로드는 다음과 같습니다. 60~70kg .
먼저 드럼 회전을 시작한 다음 스프레이 시스템을 활성화하십시오. 한 번에 두껍게 도포하는 대신 여러 개의 얇은 층에 연마제를 도포하십시오.
에이fter the final spray layer, continue drum rotation with active airflow for 5~15분 코팅을 완전히 고정시킵니다. 건조 시간이 충분하지 않으면 포장 중에 표면이 끈적해지거나 제품이 서로 달라붙는 현상이 발생합니다. 이 단계에서 제품 표면 온도는 30°C를 초과해서는 안 됩니다. 초콜릿 베이스를 보호하기 위해
드럼을 배출 위치로 기울여 완제품을 수집합니다. 배치를 다음 생산 단계로 넘기기 전에 샘플의 광택 균일성, 표면 매끄러움, 균열이나 둔한 부분이 없는지 검사하십시오.
광택제는 코팅된 제품의 최종 외관과 기능적 특성을 직접적으로 결정합니다. 가장 일반적인 세 가지 옵션은 다음과 같습니다.
에이lways verify that the polishing agent selected is approved for food contact use and compatible with your product's existing coating ingredients.
숙련된 운영자라도 다음과 같은 일반적인 오류가 발생하면 품질 문제에 직면하게 됩니다.
일관된 유지 관리는 장비 수명을 보호하고 반복 가능한 제품 품질을 보장합니다. 다음 일정을 따르세요.
| 빈도 | 유지보수 작업 |
|---|---|
| 에이fter every batch | 스프레이 노즐을 청소하십시오. 드럼 내부 표면 닦기 |
| 매일 | 공기 필터를 검사하십시오. 비정상적인 소음이나 진동이 있는지 드럼 회전을 점검하십시오. |
| 주간 | 드럼 베어링과 구동 체인에 윤활유를 바르십시오. 벨트 장력 확인 |
| 월간 | 드럼과 스프레이 시스템을 철저하게 청소합니다. 전기 연결 및 씰 검사 |
| 6개월마다 | 전체 기계 검사; 필요에 따라 마모된 벨트, 씰 또는 노즐 부품을 교체하십시오. |
예방 가능한 장비 가동 중단 시간의 대부분은 적절한 윤활 및 노즐 청소로 인해 발생합니다. 제과 연마 작업에서.
에이chieving consistent, high-quality results depends on controlling several interacting variables simultaneously:
에이 standard polishing cycle takes 20~45분 적용되는 코팅층 수, 스프레이 간 건조 시간, 사용되는 광택제 유형에 따라 다릅니다.
예. 대부분의 초콜릿 연마 장비는 다중 제품 사용을 위해 설계되었습니다. 처리되는 특정 제품에 따라 드럼 속도, 공기 온도 및 스프레이 간격을 조정하고 제품 유형마다 드럼을 철저히 청소하십시오.
일반적인 원인으로는 단일 패스의 과도한 스프레이, 레이어 간 건조 시간 부족, 잘못된 공기 온도, 막힌 스프레이 노즐 또는 생산 영역의 높은 주변 습도 등이 있습니다.
다음 도포 전에 각 스프레이 층이 얇고 적절하게 건조되었는지 확인하십시오. 올바른 드럼 속도를 유지하면 제품이 계속 움직이게 되고 달라붙는 현상이 발생할 정도로 접촉 시간이 길어지는 것을 방지할 수 있습니다.
매일 적절하게 청소하면 스프레이 노즐은 일반적으로 오래 지속됩니다. 6~12개월 성능이 눈에 띄게 저하되기 전에 청소에도 불구하고 스프레이 패턴이 고르지 않거나 유량이 떨어지면 즉시 노즐을 교체하십시오.
대부분의 왁스 에멀젼의 경우 실온 도포로 충분합니다. 그러나 추운 생산 환경(15°C 미만)에서는 광택제를 부드럽게 데워서 20~25°C 스프레이 원자화 및 표면 접착력을 향상시킵니다.

 초콜릿 생산 라인 기계 장비 Factory
초콜릿 생산 라인 기계 장비 Factory

 중국어 简体
중국어 简体 English
English