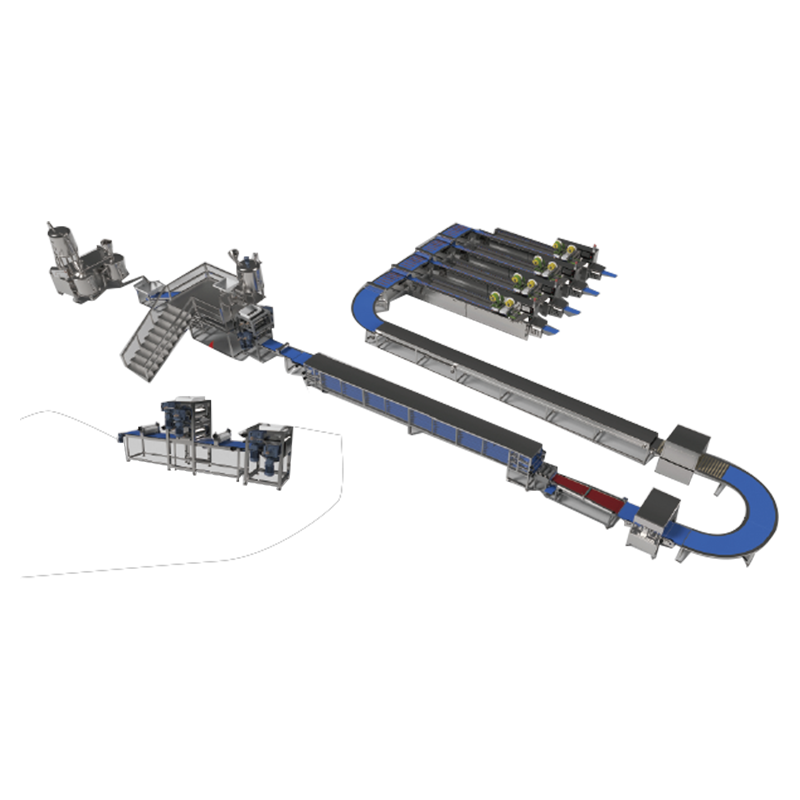
에이 스니커 초콜릿 바 가공 라인 계층형 초콜릿 과자 바를 대규모로 생산하도록 설계된 통합 식품 제조 장비 세트입니다. 핵심 결론은 간단합니다. 완벽하고 잘 구성된 Snicker 생산 라인은 시간당 150~600kg의 생산량을 달성할 수 있습니다. , 장비 등급, 자동화 수준 및 제품 사양에 따라 다릅니다. 이는 대량 초콜릿 바 제조를 위한 가장 효율적인 형식 중 하나입니다.
이 라인은 일반적으로 누가 요리와 캐러멜 준비부터 땅콩 레이어링, 초콜릿 코팅, 냉각, 절단 및 최종 포장에 이르기까지 모든 단계를 연속적인 자동화 흐름 내에서 처리합니다. 각 모듈의 기능을 이해하면 제조업체는 수율을 최적화하고 낭비를 줄이며 일관된 제품 품질을 유지하는 데 도움이 됩니다.
에이 standard 스니커 생산 라인 처리 단계의 논리적 순서를 따릅니다. 각 단계는 최종 바의 구조적 완전성과 감각적 품질에 기여합니다.
스니커 스타일 바의 기본 층은 누가(nougat)이며, 이는 탄산 설탕 시럽, 포도당, 달걀 흰자 및 지방을 연속식 또는 배치식 혼합기에서 혼합하여 생성됩니다. 그런 다음 누가는 컨베이어 벨트나 슬래브 성형기에 넣어져 압착됩니다. 일반적으로 10~20mm 사이의 균일한 두께 . 이 단계의 일관된 질감은 다운스트림 절단 정확도에 매우 중요합니다.
캐러멜은 통제된 열 하에서 설탕, 포도당 시럽, 크림 또는 지방, 유화제를 결합하는 연속 캐러멜 조리기에서 제조됩니다. 조리된 캐러멜은 여전히 유연하면서 누가 층에 침착됩니다. 증착 시 캐러멜 온도는 일반적으로 60~75°C 사이로 유지됩니다. 아래 누가의 변형 없이 적절한 접착을 보장합니다.
진동 피더 또는 롤러 어플리케이터를 사용하여 땅콩 전체 또는 반 볶은 땅콩을 캐러멜 표면에 고르게 뿌립니다. 부드럽게 누르는 롤러를 사용하면 땅콩이 캐러멜 층에 박혀있게 됩니다. 땅콩 적용 범위 균일성은 시각적 일관성과 중량 정확도에 직접적인 영향을 미칩니다. 완성된 바에서.
누가, 캐러멜, 땅콩으로 구성된 조립된 슬래브는 냉각 터널을 통과하여 온도가 18°C 이하 . 이렇게 하면 절단하기 전에 구조가 단단해집니다. 그런 다음 회전식 또는 와이어 절단기가 제품 손실을 최소화하면서 슬래브를 개별 막대 크기의 조각으로 나눕니다.
개별 바는 템퍼링된 초콜릿(일반적으로 29~32°C 다크 또는 밀크 버전의 경우) 모든 표면을 균일하게 코팅합니다. 공기 송풍기는 바닥에서 과도한 초콜릿을 제거하고 바가 최종 냉각 터널에 들어가기 전에 진동 테이블은 표면 코팅을 매끄럽게 만듭니다.
에이fter enrobing, bars travel through a refrigerated tunnel at 8~14°C 초콜릿 껍질을 고정하기 위해 몇 분 동안. 완전히 설정된 바는 자동 흐름 포장 또는 필로우 포장 기계로 옮겨져 생산 주기가 완료됩니다.
각 처리 단계에는 특수 장비가 필요합니다. 다음은 주요 기계 구성 요소와 해당 기능적 역할에 대한 개요입니다.
| 장비 | 기능 | 주요 매개변수 |
|---|---|---|
| 누가 믹서 및 이전 | 에이erates and shapes the nougat base layer | 출력: 100~500kg/h |
| 카라멜 쿠커 | 제어된 온도에서 캐러멜을 요리하고 침전시킵니다. | 온도: 60~75°C |
| 땅콩 피더/애플리케이터 | 캐러멜 위에 땅콩을 고르게 분포시킵니다. | 적용 범위 균일성 ±3% |
| 슬래브 냉각 터널 | 절단을 위해 층상 슬래브를 굳힙니다. | 터널 온도: 10~18°C |
| 로터리/와이어 커터 | 슬래브를 개별 막대로 절단합니다. | 절단 속도: 최대 120회 절단/분 |
| 초콜릿 엔로버 | 템퍼링 초콜릿 바 코팅 | 초콜릿 온도: 29~32°C |
| 최종 냉각 터널 | 초콜릿 껍질을 설정합니다 | 터널 온도: 8~14°C |
| 흐름 포장기 / 포장 기계 | 완성된 바를 개별 포장합니다. | 속도: 최대 600bar/분 |
Modern Snicker 초콜릿 바 가공 라인은 세 가지 일반 자동화 계층으로 제공되며 각각은 다양한 생산 규모와 투자 수준에 적합합니다.
하루 500,000~1,000,000바를 목표로 하는 중규모 제조업체의 경우 평균 바 무게 50g, 400kg/h 속도로 작동하는 완전 자동화 라인은 대략 시간당 8,000바 또는 24시간 교대당 192,000바 .
일관된 바 품질을 유지하려면 Snicker 생산 라인 전체의 여러 체크포인트에서 적극적인 제어가 필요합니다.
식품 등급 디자인은 초콜릿 바 가공 라인에서 타협할 수 없습니다. 주요 설계 원칙은 다음과 같습니다.
잘 구성된 회선에서도 반복되는 문제가 발생합니다. 다음은 가장 일반적인 과제와 실용적인 솔루션입니다.
| 도전 | 원인 | 솔루션 |
|---|---|---|
| 커터에 카라멜이 달라붙는다 | 절단 단계에서 캐러멜이 너무 따뜻함 | Lower slab cooling tunnel temperature by 2–3°C |
| 고르지 못한 초콜릿 코팅 | 성질 범위를 벗어난 초콜릿 | 템퍼링 장치를 재보정합니다. 지방 증식 유발 요인을 확인하세요 |
| 바 무게 변화 >±3g | 누가 또는 카라멜 층 두께 불일치 | 예금자 노즐을 검사하십시오. 이전 롤러를 재보정 |
| 바에 땅콩이 없음 | 피더 진동이 너무 높거나 낮음 | 에이djust vibratory feeder frequency; clean hopper sensors |
| 포장 불일치 | 절단 후 바 길이 변화 | 커터 속도를 컨베이어 벨트 속도와 동기화 |
냉각 터널과 조리 용기는 Snicker 생산 라인에서 에너지를 가장 많이 소비하는 부분입니다. 총 라인 에너지 소비량의 55~70% . 에너지 비용을 줄이기 위한 실질적인 조치는 다음과 같습니다.
에이 well-optimized fully automated line can produce one kilogram of finished bar using 약 0.3~0.6kWh , 기후 조건 및 공장 배치에 따라 다릅니다.
에이 full line including nougat forming, caramel, peanut application, enrobing, and packaging typically requires 길이 40~80미터 자동화 수준 및 냉각 터널 설계에 따라 폭은 4~8미터입니다.
예. 조정 가능한 디포지터, 모듈식 몰드 및 재구성 가능한 절단기를 사용하면 대부분의 최신 라인에서 형식을 전환할 수 있습니다. 전환 시간은 일반적으로 20~45분 .
밀크 초콜릿은 가장 일반적으로 사용되며 코코아 함량은 25~35% . 엔로버는 제품 사양에 따라 사전 템퍼링된 컴파운드 초콜릿과 리얼 초콜릿을 모두 취급합니다.
에이 fully automated line at 400 kg/h typically requires 3~6명의 운영자 교대조별로 품질 점검, 포장 보충, 사소한 조정 등을 담당합니다.
적절한 초콜릿 코팅 및 플로우 랩 포장을 사용하면 완성된 바의 유통기한은 일반적으로 9~12개월 20°C 이하의 주변 온도에서.
Nougat는 표준 베이스이지만 쿠키, 웨이퍼 또는 시리얼 베이스 레이어를 대신 사용하도록 라인을 조정할 수 있어 다양한 바 형식을 위한 다용도 플랫폼이 됩니다.

 초콜릿 생산 라인 기계 장비 Factory
초콜릿 생산 라인 기계 장비 Factory

 중국어 简体
중국어 简体 English
English